NOTRE SAVOIR-FAIRE
Du chêne liège au bouchon
Tous les bouchons naturels et colmatés vendus par Travet Liège sont fabriqués dans notre usine RaymondCor au Portugal, située à Lourosa à 15 km de Porto. Ceci nous permet d’assurer un contrôle qualitatif permanent de notre production ainsi que de satisfaire aux plus grandes exigences de traçabilité.
1
Entreposage
et repos du liège
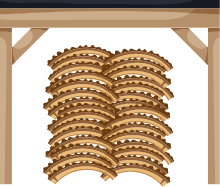
Le stockage des piles de liège en extérieur est organisé de façon à en distinguer clairement la provenance par un étiquetage identificateur de l’origine.
Le liège ainsi stocké couvert pendant environ 6 à 12 mois va perdre progressivement tous les tanins accumulés au cours de sa croissance.
2
Dressage et triage
des planches
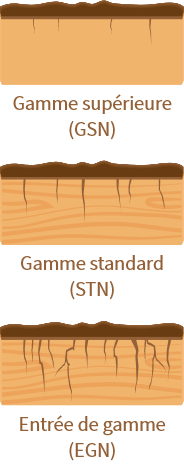
Les planches redressées au couteau sont triées suivant leur épaisseur et leur texture (densité des lenticelles, finesse et souplesse du grain, absence de défauts). Un premier classement qualitatif physique se fait dans le but de l’élaboration de produits plus homogènes.
3
Tirage en bande, tubage, rognage et rectification
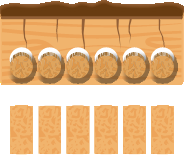
Tirage en bandes
Les plaques de liège sont découpées en bandes
d’une largeur légèrement supérieure à la longueur
des bouchons à produire.
Tubage
Les bouchons sont tubés le plus près du ventre et
loin de la croûte.
Premier triage
Les bouchons défectueux sont éliminés, on obtient ainsi
une «race», c’est-à-dire l’ensemble de tous les choix
visuels résultant du tubage.
Déshumidification et stérilisation
Élimination des risques TCA.
Rognage et rectification
Les extrémités sont rognées afin d’égaliser tous les
bouchons à la longueur désirée. La rectification
élimine l’ovalisation des bouchons, défaut résiduel
de l’opération de tubage.
4
Triage des bouchons
en cru
Les bouchons sont triés visuellement afin d’éliminer tous les défauts critiques : Liège vert, liège soufflé, tâches jaunes, liège boisé, trou de fourmis, trou de vers. Nous utilisons la dextérité de nos trieuses manuelles ainsi que les dernières générations de machines de tri électronique.
5
Lavage, séchage, déshumidification, stérilisation
Lavage
Les bouchons sont aseptisés par un lavage par
vapeur alcoolique. Le dosage et le temps de lavage
sont précisément étudiés et gérés informatiquement
afin de ne pas «casser» les caractéristiques
physiques du liège.
Séchage
Les bouchons sont séchés dans des tambours
chauffés pour stabiliser et uniformiser l’hygrométrie
finale.
Déshumidification et stérilisation
Afin d’obtenir une hygrométrie homogène de l’ordre
de 6% sur toute la masse de liège, les bouchons
sont stockés dans une «étuve» équipée d’extracteur
d’humidité. Cette étuve est également équipée d’un
système de stérilisation à base de lampes UV et
Ozone qui a pour effet de diminuer fortement le taux
de TCA.
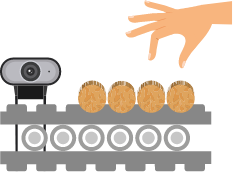
6
Triage final,
élaboration des classes
Cette étape a pour objectif de créer des classes
visuellement homogènes. Ce tri est réalisé selon
deux méthodes :
• Tri électronique par caméras en fonction du nombre et de la grosseur des lenticelles.
• Tri visuel pour parfaire le travail électronique.
Les plans de tri électronique et visuel sont
invariables pour une classe donnée, ce qui nous
permet de garantir à nos clients une régularité dans
la qualité choisie à chaque livraison.
A l’issu de ce tri final, les bouchons sont emballés
par balles de 5000 sur lesquelles sont inscrits
les éléments permettant le suivi de la traçabilité
et stockés dans des conditions hygrométriques
contrôlées.
7
Marquage et
traitement de surface
Le marquage
Suivant les instructions du client, nous procédons au
marquage des bouchons à l’encre alimentaire ou au
feu/laser. Le marquage, qui peut être personnalisé,
s’effectue sur le roule et sur les bouts.
Le traitement de surface
Cette opération consiste à munir le bouchon d’un
traitement de surface afin de renforcer l’étanchéité
et d’en faciliter l’utilisation.
Le produit utilisé est un élastomère alimentaire, à
base de cire de paraffine et silicone, qui polymérise
à froid avec l’humidité de l’air et enveloppe le
bouchon d’une microscopique réticulation qui
laisse intactes les propriétés spécifiques du liège.
8
Contrôle qualité
et certifications

Les analyses étant répétées à différents stade
(analyse des piles, analyse après lavage, analyse
des lots après triage), nous limitons ainsi de
manière optimale les risques de contamination
par le TCA.
Nos deux entités, France et Portugal, ont la
certification Premium depuis 2012, niveau le
plus élevé dans l’échelle des certifications liées
à notre profession